
伺服电机的这三种控制方式
- 2020-07-20 16:48:00
- 龙工 原创
- 2751
伺服系统(servo mechanism)是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。伺服主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位。
简单介绍了一下伺服电机的工作原理,接着看看它的三种控制方式:
1、位置模式
2、转矩模式
3、速度模式
下面,就来依序看一下伺服电机的这三种控制方式到底是怎么回事。
1、位置模式
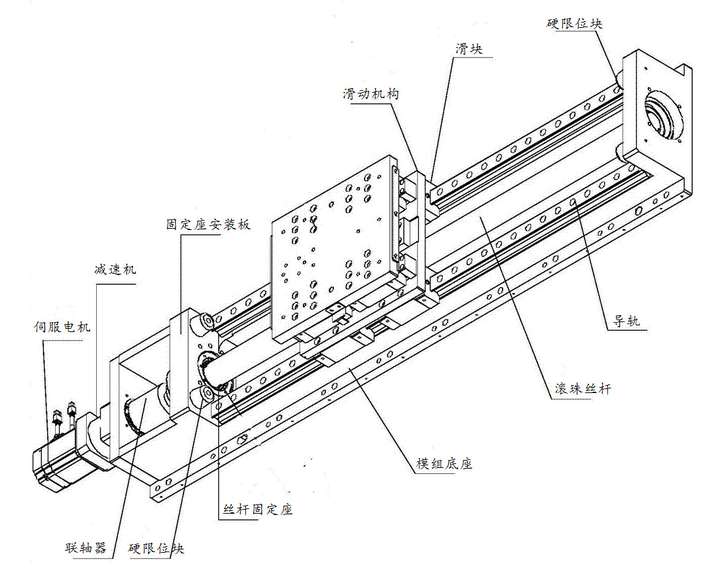
看这个名字,就能猜到个大概了,说白了就是对位置要求比较高,比如直线伺服模组这种机构,需要滑动机构停止准确,就用这种模式,说到这里,咱们顺带来看一下滚珠丝杆式模组的组成:
咱们自动化中应用的基本都是这种模式,还有就是,在位置模式下,PLC一般都是以通过发送脉冲给驱动器的方式,来控制伺服系统。
那这种模式下,PLC又是怎么控制伺服电机的呢:通过发送的脉冲的频率,来确定转动速度的大小;通过发送脉冲的个数来确定转动的角度;当然也有些伺服系统,PLC可以通过通讯方式直接对速度和位移进行赋值。
由于位置模式对速度和位置都有很严格的控制,所以一般应用于需要精确定位的装置,比如像上面说的直线模组,还有数控机床,印刷机械等等,可以说这种模式是应用最广的。
2、转矩模式
我刚才说的例子中,后来就是应用的转矩模式解决了问题,当时具体情况是:机械手夹取住产品在给机床上料时,机床液压顶针需要将产品顶进主轴中,在这种情况下,刚好用到了转矩模式,在顶针顶住产品前进时,机械手伺服电机用转矩模式,保证机械手在夹持住产品的同时,跟着产品一起前进。
一般来说,应用转矩模式,都是对电机的速度、位置没有什么要求,只需要输出一个恒转矩,就像我刚才的那种使用工况。
和位置模式不同的是,转矩控制方式是通过外部模拟量的输入或直接对地址的赋值来设定电机轴对外的输出转矩,比如说:伺服系统中,如果10V对应的转矩是5N·m,那么外部输入模拟量设置为5V时,电机输出转矩就是2.5N·m。
这时,如果电机轴负载小于2.5N·m时,电机就会正转;负载大于2.5N·m时,电机会跟着负载方向转动;当然负载等于2.5N·m时,电机就不转。
这种控制模式咱们使用的不是很多,一般都是应用在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化,随时更改以确保材质的受力不会随着缠绕半径的变化而改变。
当然,如果有其他场合用到了这种控制模式,也欢迎大家在评论区补充。
3、速度模式
在这种模式下,控制伺服电机的转动速度有两种方式:
1、外部对驱动器发送脉冲的频率
就是通过上位机(比如PLC),对伺服驱动器发送的脉冲频率,来控制伺服电机的旋转速度,这种方式和位置模式是一样的。
2、通过模拟量的输入
这个方式和转矩模式差不多,0-10V分别对应的不同速度,外部输入模拟量设定为不同的电压时,伺服电机就会输出相应的转速。
在速度模式下,伺服系统本身没办法做定位,如果想要实现定位功能,需要将电机的位置信号或者是负载的位置信号反馈给上位机,然后再由上位机进行运算控制,说白了就是:需要另外检测电机或者负载的位置。
位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由最终负载端的检测装置来提供了。
这样做的优点在于可以减少中间传动过程中的误差,增加了整个系统的定位精度。
4、三个环
伺服电机一般为三个环控制,所谓三环就是3个闭环负反馈PID调节系统。
下面这张是永磁同步伺服电动机伺服系统三环控制框图:
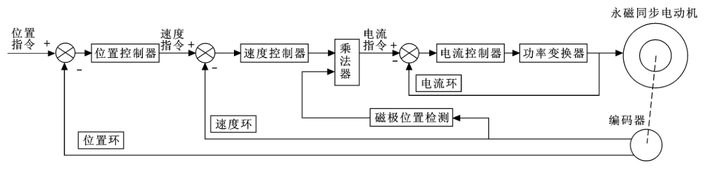
1、电流环
电流环处于最内侧,此环完全在伺服驱动器内部进行,通过霍尔装置,检测驱动器给电机的各相的输出电流,负反馈给电流的设定进行PID调节,从而达到输出电流尽量接近等于设定电流,说白了,电流环就是控制电机转矩的,所以在转矩模式下驱动器的运算最小,动态响应最快。
2、速度环
速度环控制时,包含了速度环和电流环,换句话说任何模式都必须使用电流环,电流环是控制的根本,在速度和位置控制的同时,系统实际也在进行电流(转矩)的控制。
3、位置环
位置环位于最外侧,它的作用就是用来帮助伺服电机准确定位的。由于位置控制环内部输出就是速度环的输入设定,所以,位置控制模式下系统进行了所有3个环的运算,此时的系统运算量最大,动态响应速度也最慢。